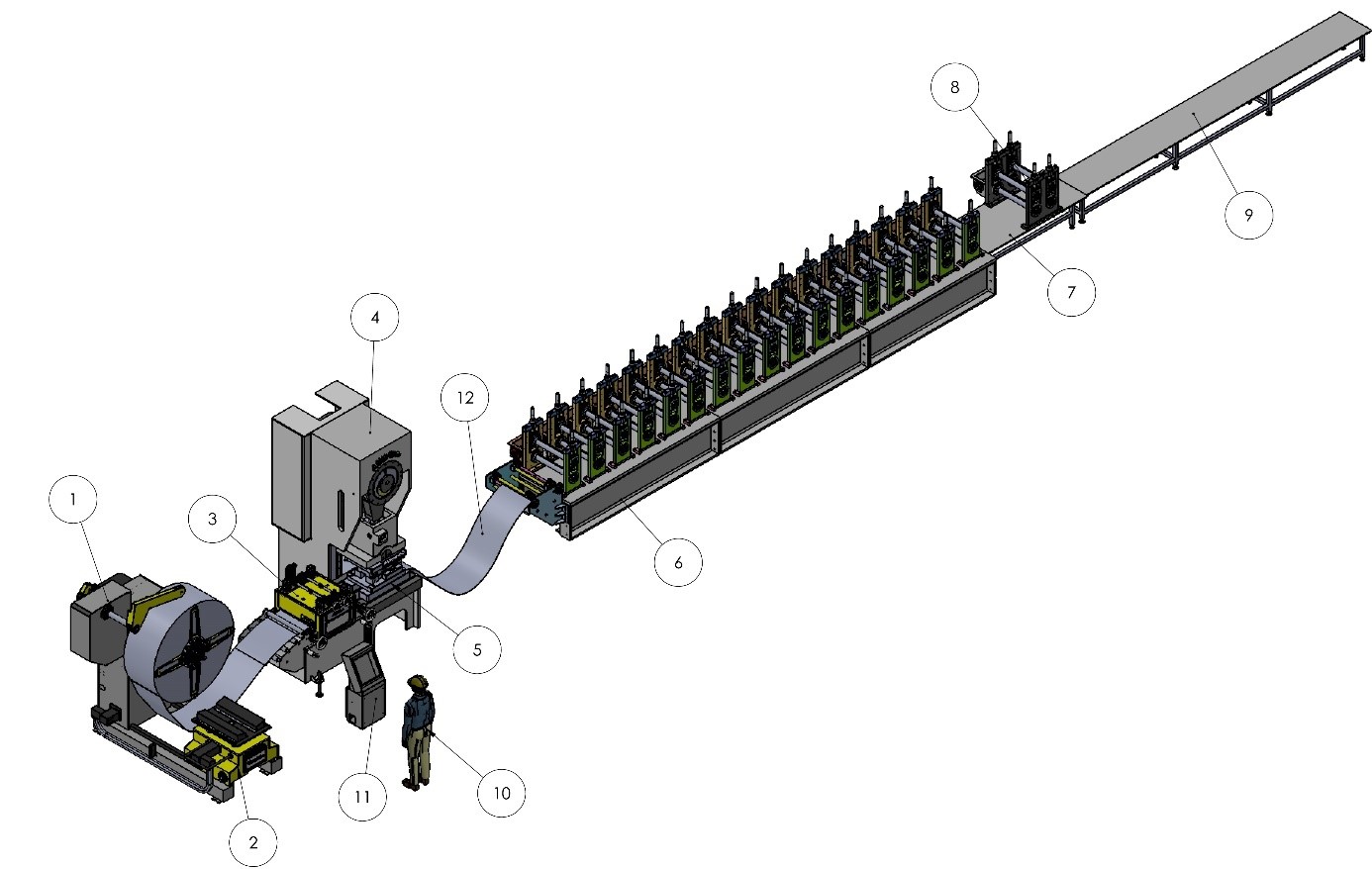
Rollforming is a type of rolling. A long sheet of metal passes through sets of interlocking dies, mounted and interconnected at successive stations. Each set continues by increasing the twist until the designed shape is achieved. This form of rolling is ideal for producing long pieces and large quantities of profiles.
Interberk designs and manufactures Roll forming systems and integrated Roll Forming processes according to the customer's production needs.
Thicknesses from 0.2 mm to 6.0 mm for every industry and application It establishes machine lines that can draw profiles.
Our main aim is to design according to customer's specific needs, To produce easy-to-use, high-quality machines.
Automotive,
Logistics,
Construction,
Energy,
Agriculture,
Lighting,
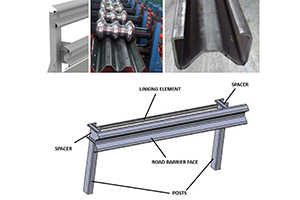
Shelving etc.
technological solutions for profile and finished product production in sectors we offer.
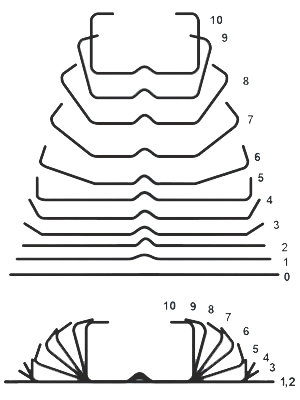
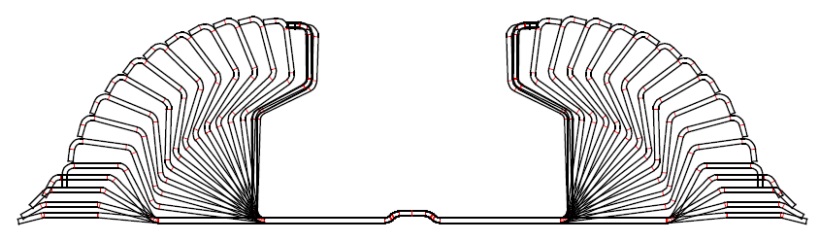





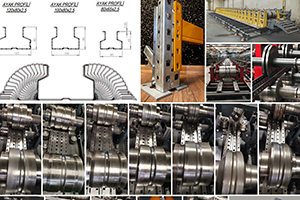
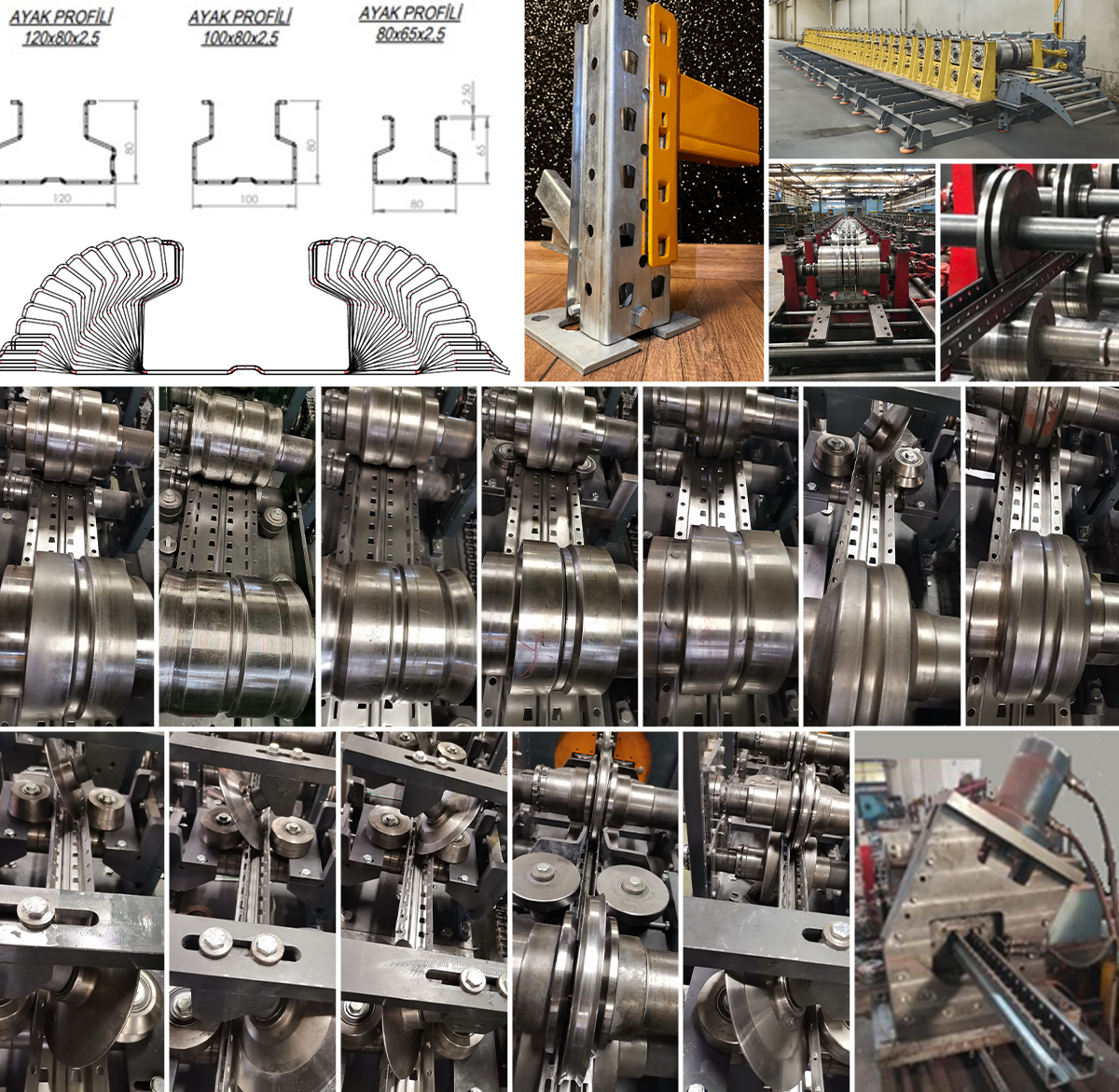



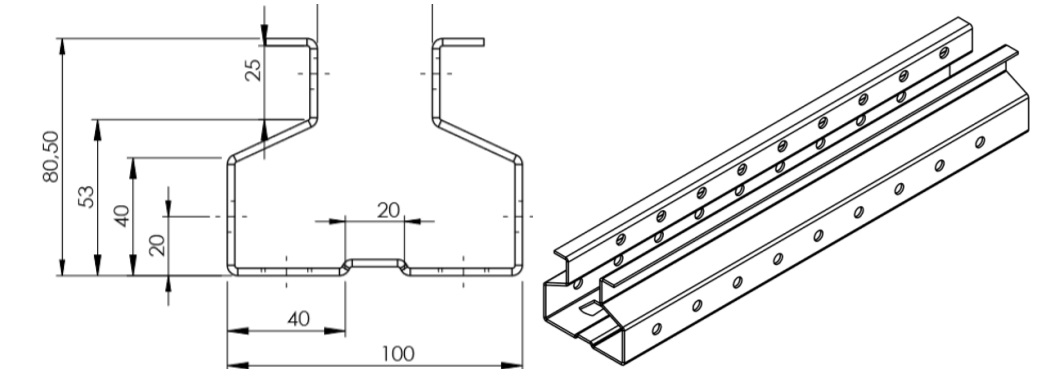
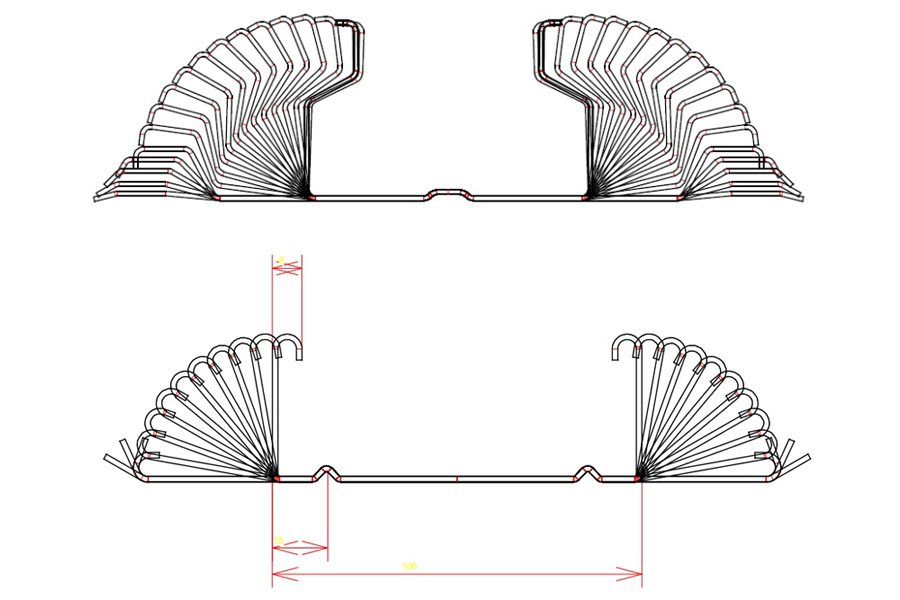
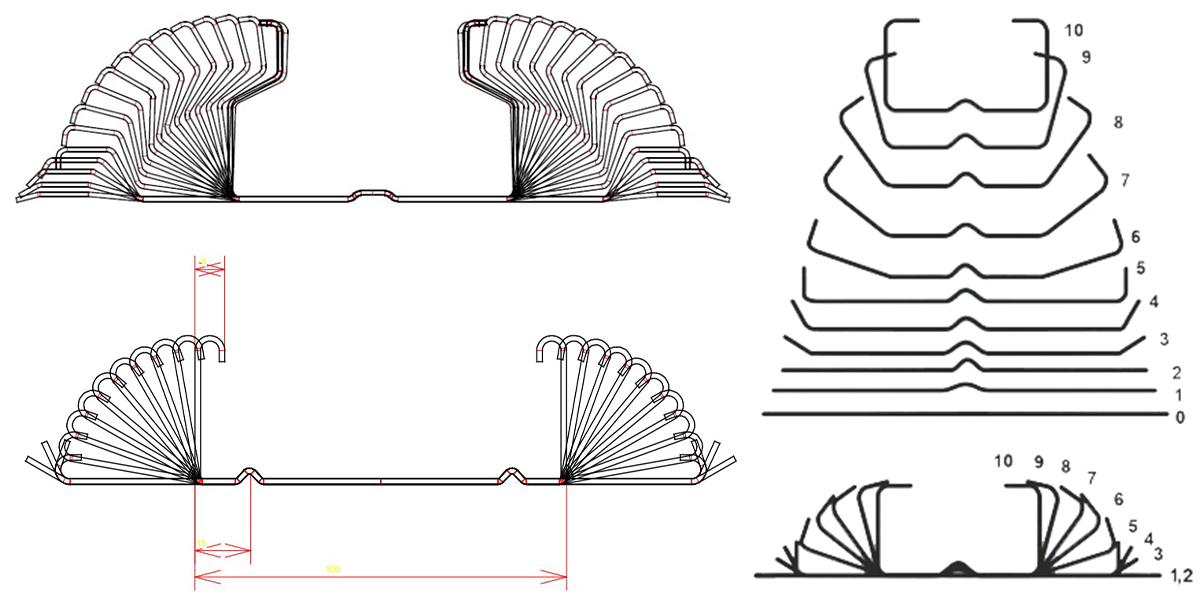
According to the appropriate program, the stress of the sheet metal is determined, our experience is added and the design is made. Flower patterns and spool designs are created.
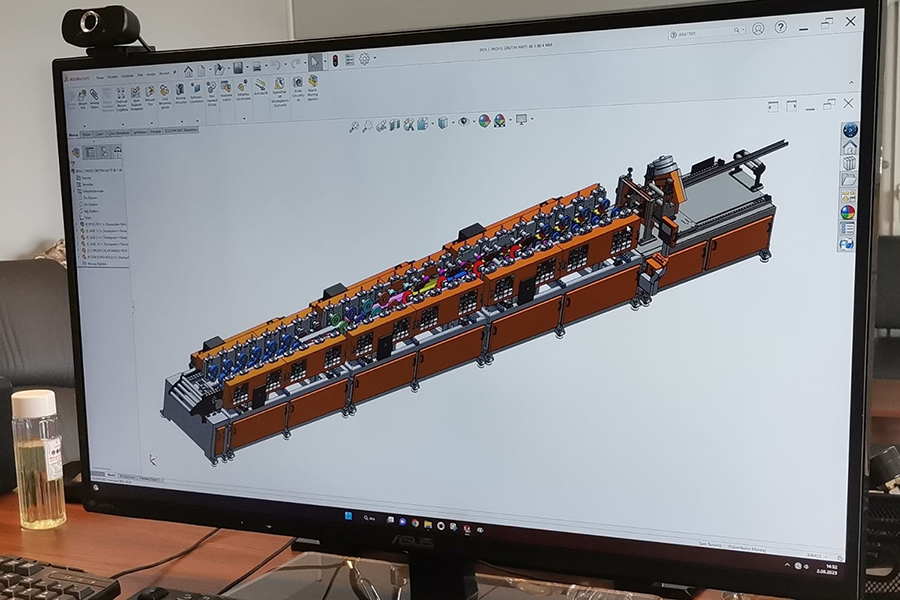
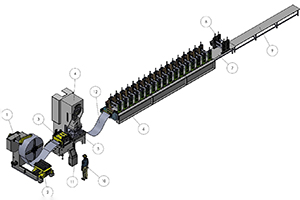
The facility is drawn with 3D programs.
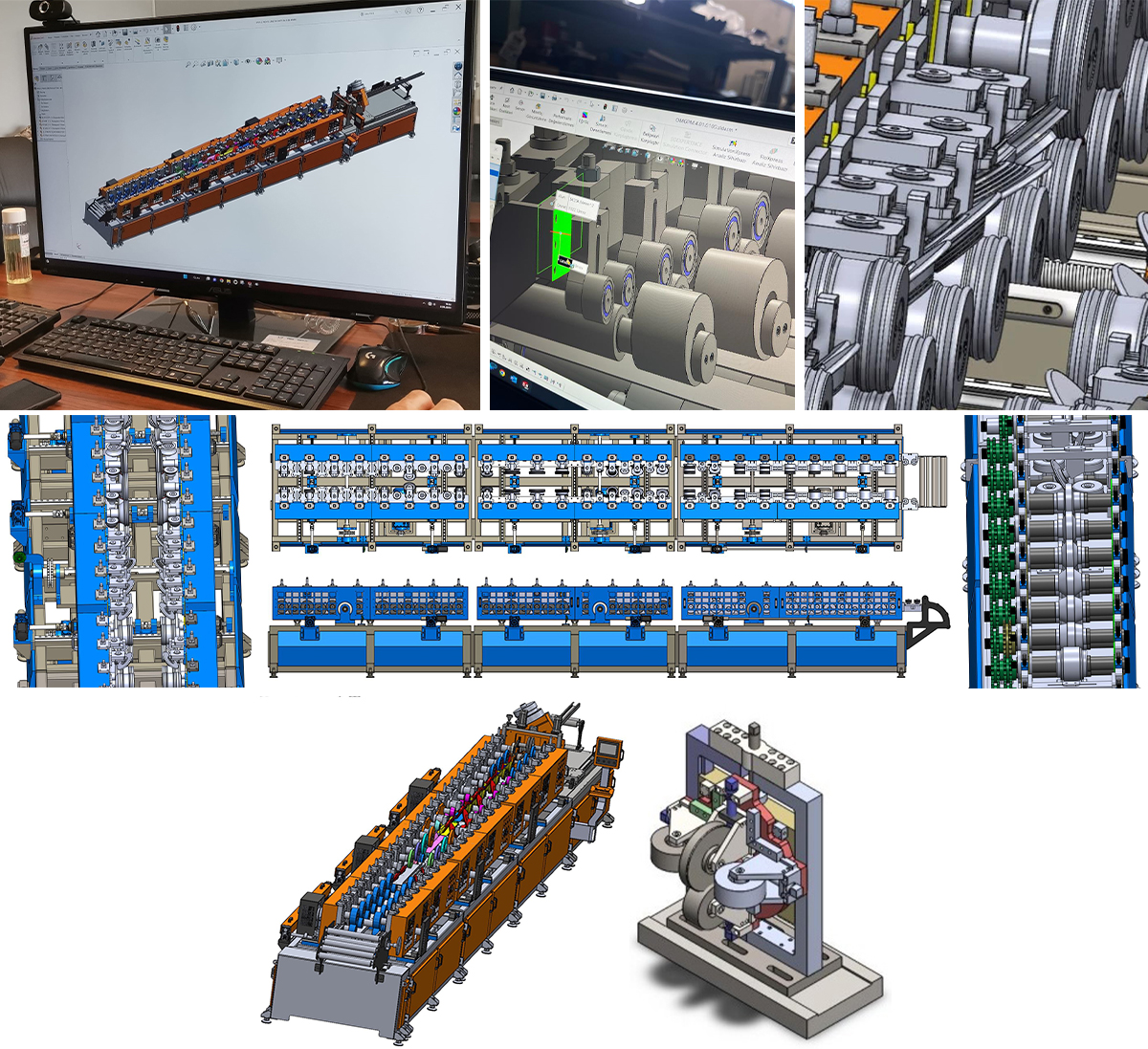

Manufacturing is done using the latest technologies required by the age and the job.


Parts machined on precision machines in accordance with their tolerances


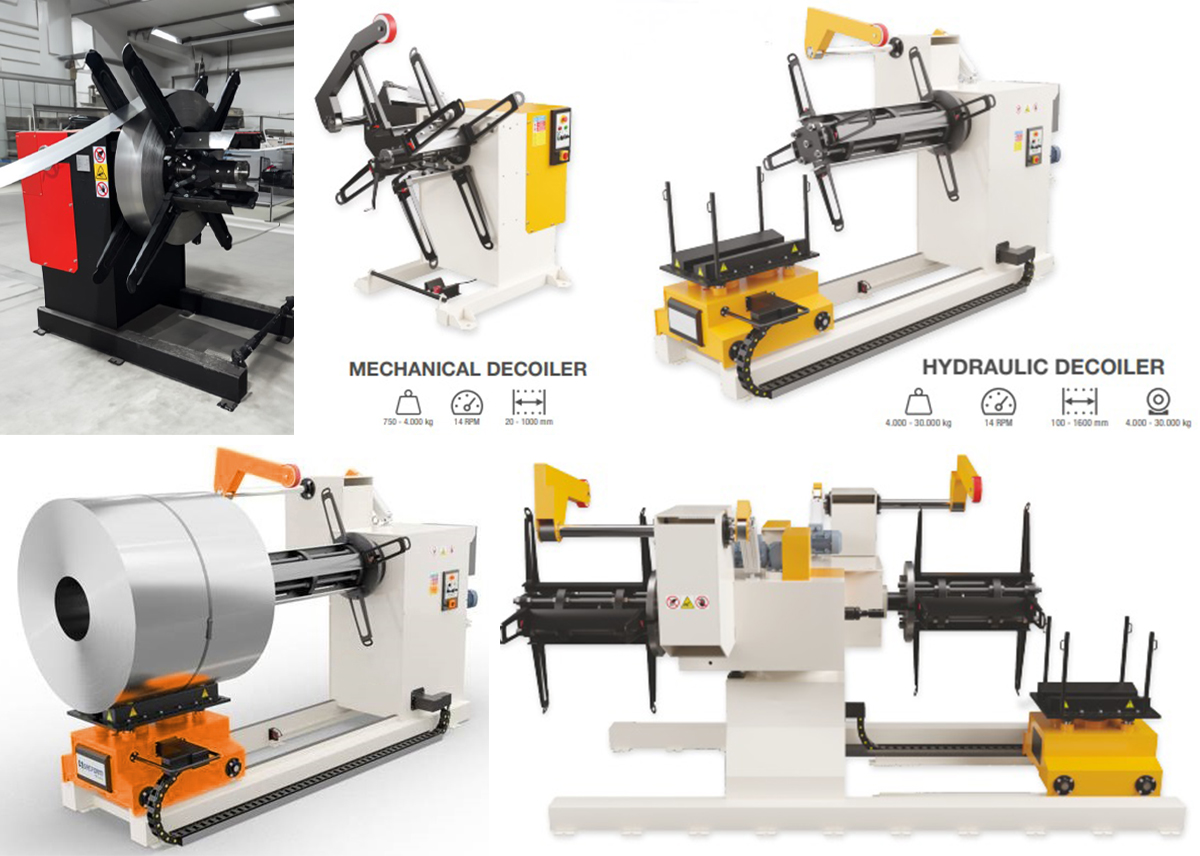
Sheet width, sheet tickness, capacity, Decoiler, servo feeder and straightener needs are determined for the job after (hole-slot, length cutting, forming etc.).
| Coil Weight: | between 500kg and 15000kg |
|---|---|
| Sheet Widrh: | between 100mm and 2000mm |
| Clamping System: | Manual or hydrolic system |
| Decoiling: | Automatic or braked |
| Loading Car: | Optional |
| Servo Feeders: | With straightener or non-straightener |


Sheet width, sheet tickness, capacity, Decoiler, servo feeder and straightener needs are determined for the job after (hole-slot, length cutting, forming etc.).



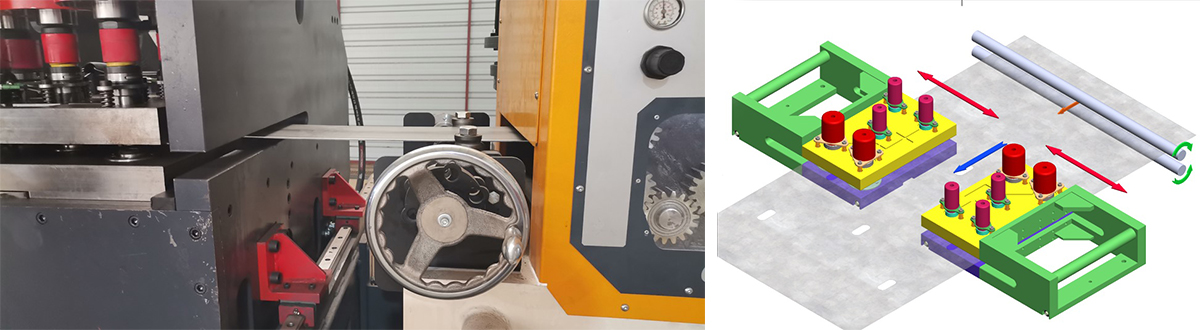
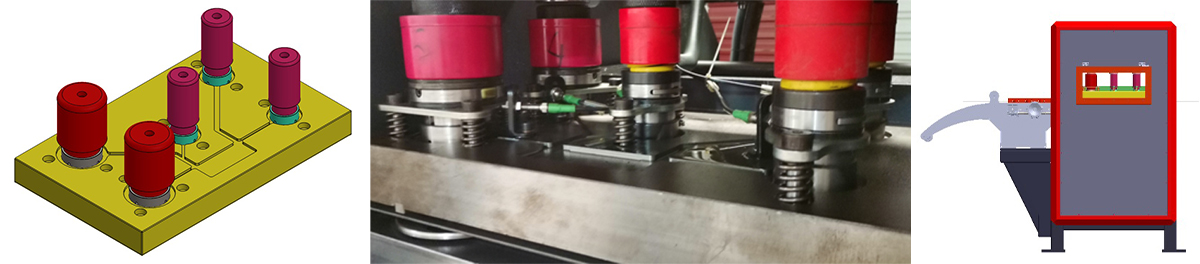
“COIL SHEET PUNCH (CSP)” equipment is used in processes where coiled sheet metal is used. Alternative to press die combination for drilling and slotting operations is a solution.
CSP, press and mould with inelastic production mode eliminates the drawbacks it brings. The coordinates of the places to be drilled holes or slots are programmed from the operator panel. The change in hole coordinates is made through the programme. It does not require manual intervention.
Depending on the requirement of the job, 5 to 10 molds can be loaded into the turret system.
Changing the molds takes a few minutes for each mold with non-expert labor.
Provides flexible working opportunity.
Changes in hole coordinates are made through the program.
It eliminates progressive mold costs.
It eliminates mold manufacturing time.
When cut to length is added, it is used in press brakes to produce profiles.
The drive groups of the machine and the working parts of the machine are designed in accordance with machine manufacturing and safety standards.
All components of the machine are combined with connection equipment.
It is equipped with service parts for maintenance - repair and mold replacement.
The standard equipment used in the machine is selected from certified products of well-known brands.

| COIL SHEET PUNCH (CSP) | CSP 500-1 | CSP 750-1 | CSP 1000-2 | CSP 1250-2 | CSP 1500-2 |
|---|---|---|---|---|---|
| SHEET WIDTH (mm) | 500 | 750 | 1000 | 1250 | 1500 |
| SHEET THICKNESS (min/ MaX.mm) | 0.5/5 | 0.5/5 | 0.5/5 | 0.5/5 | 0.5/5 |
| Number of HEAD/TURRETS | 1 | 1 | 2 | 2 | 2 |
| NUMBER OF PUNCH | 5 - 10 punch/head | 5 - 10 punch/head | 2 headx (5 - 10 punch/head) | 2 headx (5 - 10 punch/head) | 2 headx (5 - 10 punch/head) |
| BODY MOVEMENT | SERVO MOTOR VE REDÜKTÖR (değerleri, hattın hızına ve delik sayısına göre belirlenecektir.) | ||||
| PRESS POWER | It determined accrording to max. hole-slot size and sheet tickness | ||||
| MAX. SLOT SIZE | It is determined according to customer needs. | ||||
| MAX. HOLE SIZE | It is determined according to customer needs. | ||||
| OUTER SIZE (approx.) | 1.2 x 2.5 x 2 (H) m | 1.5 x 3.0 x 2 (H) m | |||
| WEIGHT (T) | 2,5 | 3 | |||
| DRILLING CYCLE SPEED | |||||
| BODY PROGRESS SPEED | |||||